CNCでアクリルを削る。(CNC集塵対策) [CNC]
CNCで初めてアクリルを削ってみた。
ミルは木を削るときも使う1/8インチ径の2枚刃のスパイラル。
堅めの木の場合、パス当たりの切削深さは1.5mm、送り速度は毎分1000mmm程度にする事が多いが、アクリルはこれよりさらに堅いのでそれぞれ0.5mmと600mmに設定してみた。
パラメーターとしてスピンドルの回転数も考慮する必要があるが、もともと12000rpmまでしか回せないので、最高速度で問題なかろう。
削ったのは厚さ10mmのアクリル。

あっという間に削りカスだらけになる。
アクリルは比重もあり、粉になって舞い上がらないためこれでも扱いやすい。
木質材料の場合は、切りくずがかなり広範囲に広がって散らばるのと、粉塵が舞い上がるので、切削中はほぼ付きっきりで集塵機で吸い取る必要がある。
切削時間は約60分でこういうのができあがる。

これが何かというとCNCルーターの集塵フェンスの天板部。

youtubeなどにある動画の英文では、よくdust shoe(「塵取り靴」?)と標記されている。
まあ、見た面はそんな感じもする。
6mmの深さで掘った溝にブラシをはめ込んで固定したところ。

スリッパというよりデッキブラシに近い。
小さい穴にはエンドミルを通し、大きい方に集塵ホースが付く。
ちなみに、Gコード化(CAM)はJSCUTを使用したが、その前段でInkscapeでこういう図形を書いた。
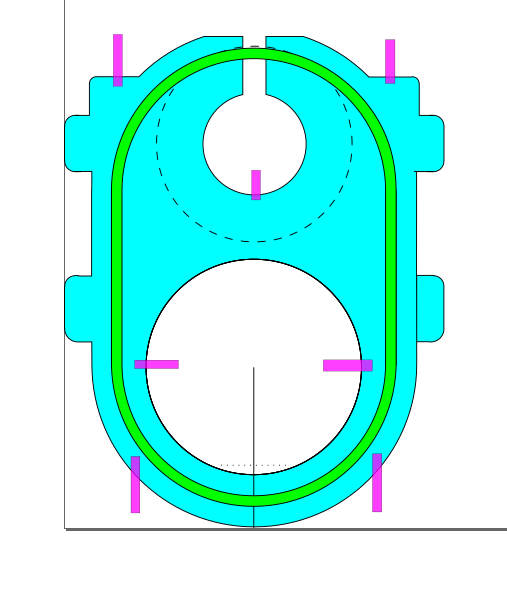
黄緑部分は幅4mmで、着諸部分を深さ6mmで削り、ブラシを嵌める溝にする。
水色部分は、これの外周を深さ10mmで切削し、外形を切り出す。
矩形のピンクはタブ(切り離した際に、パーツが動かいないように保持するため厚さ1.5mm程度の切り残し)を設定するためのもの。
こういう風に色分けし、それぞれの加工対象を図形化しておくとJSCUTの作業がやりやすい。




コメント 0