バンドソー(その2)ホイール製作 [バンドソー]
ここで、基本スペック
ホイール径 10インチ(25cm)
ホイールシャフト径 20mm(20cmのシャフトの手持ちが何故か1本あった・・・?)
バンド長 1840mm(レクソンの10インチやリョービの帯鋸刃 などが使える)
などが使える)
ホイール径とバンド長が決まれば、フレームサイズや挽き割り高などが自ずと決まってくる。
テーブル面の可動機構をどうするかにもよるが、CAD上での挽き割り高は21cm程度。
10インチバンドソーとしては、ほぼ限界に近いところか。
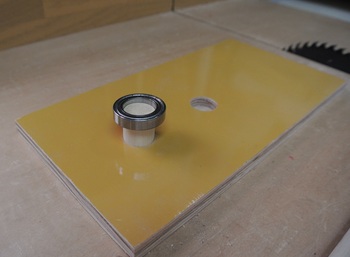
これが、ホイールを両側からサンドイッチする木製ベアリングユニット

ボールベアリング を合板にたたき込んだもの。
を合板にたたき込んだもの。
フランジ付きのベアリングユニット
 もあるが、木製ホイールへのボルト固定はホイールに局部的に大きな力がかかり木質劣化でよろしくないとのこと。むしろ、ボンドで面固定する方が安定した機能を維持できるというのは何となく理解できる。
もあるが、木製ホイールへのボルト固定はホイールに局部的に大きな力がかかり木質劣化でよろしくないとのこと。むしろ、ボンドで面固定する方が安定した機能を維持できるというのは何となく理解できる。
なお、フランジの材質は強度に方向性がない合板指定。
ベアリングをはめる前の穴。ベアリングの外形52mmより0.5mm程度は小さいか?貫通穴とせず、裏側から小さめの穴を空け段差を付けてストッパとする。
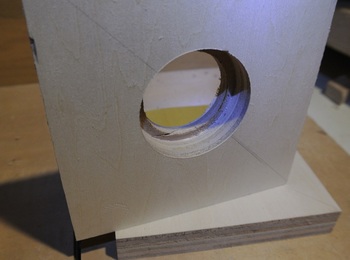
これにボールベアリングを叩きこんで、最後は万力で締めて押し込む。

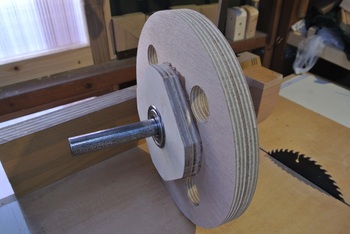
フランジ面に対してベアリングの平行を出すためのアライメント。

ダイヤルゲージ を固定するスタンドは持っていないため、ボール盤のテーブルに磁石でゲージを固定してます(^^;)台座にはめた20mm径の丸棒にベアリングを差し込んで、フランジごとゆっくり回転させる。高くなっている部分は万力で締め、また測っての繰り返しで何とか0.05mm程度の凹凸に収める。
を固定するスタンドは持っていないため、ボール盤のテーブルに磁石でゲージを固定してます(^^;)台座にはめた20mm径の丸棒にベアリングを差し込んで、フランジごとゆっくり回転させる。高くなっている部分は万力で締め、また測っての繰り返しで何とか0.05mm程度の凹凸に収める。
続いて、ホイール。
12mm合板の2枚合わせ。

外周を粗切りした後、ルーターテーブルでホイールを回転させながら外周切削。

ホイール中心に穴を空け、自作の芯出し治具(丸棒をベアリング に差し込んだだけ)のベアリング部を差し込んで、さらに丸棒部をホイールの下に隠れている台座の穴に差し込む。隠れて見えないが台座は上のベアリングアライメントのものと同じ。
に差し込んだだけ)のベアリング部を差し込んで、さらに丸棒部をホイールの下に隠れている台座の穴に差し込む。隠れて見えないが台座は上のベアリングアライメントのものと同じ。
続いて、ホイールの芯出し治具はそのまま残した状態で、丸棒部をベアリングユニットに差し込んで合体。双方の芯が出た状態で、接着。

これが乾燥したら、治具を取り、実際のシャフトを差し込んでもう片方のベアリングユニットを固定する。
軸の傾きをこれでチェック。

シャフトが短いせいもあるがシャフトを固定する台座でもないと、ヴァンデル氏のようにハンマーで叩いて軸調整というのはなかなか難しい。仮にうまく合ったとしても、クランプを締めるとボンドを塗った面が滑ってしまう。微妙なさじ加減が必要なようだ。ホイールを回すと微妙に偏芯しているのがわかるが、少なくともシャフトの抜き差しさえできれば良しとすべきか。
ホイール径 10インチ(25cm)
ホイールシャフト径 20mm(20cmのシャフトの手持ちが何故か1本あった・・・?)
バンド長 1840mm(レクソンの10インチやリョービの帯鋸刃
ホイール径とバンド長が決まれば、フレームサイズや挽き割り高などが自ずと決まってくる。
テーブル面の可動機構をどうするかにもよるが、CAD上での挽き割り高は21cm程度。
10インチバンドソーとしては、ほぼ限界に近いところか。
これが、ホイールを両側からサンドイッチする木製ベアリングユニット

ボールベアリング
フランジ付きのベアリングユニット
なお、フランジの材質は強度に方向性がない合板指定。
ベアリングをはめる前の穴。ベアリング

これにボールベアリング

フランジ面に対してベアリングの平行を出すためのアライメント。

ダイヤルゲージ
続いて、ホイール。
12mm合板の2枚合わせ。

外周を粗切りした後、ルーターテーブルでホイールを回転させながら外周切削。

ホイール中心に穴を空け、自作の芯出し治具(丸棒をベアリング

続いて、ホイールの芯出し治具はそのまま残した状態で、丸棒部をベアリングユニットに差し込んで合体。双方の芯が出た状態で、接着。

これが乾燥したら、治具を取り、実際のシャフトを差し込んでもう片方のベアリングユニットを固定する。
軸の傾きをこれでチェック。

シャフトが短いせいもあるがシャフトを固定する台座でもないと、ヴァンデル氏のようにハンマーで叩いて軸調整というのはなかなか難しい。仮にうまく合ったとしても、クランプを締めるとボンドを塗った面が滑ってしまう。微妙なさじ加減が必要なようだ。ホイールを回すと微妙に偏芯しているのがわかるが、少なくともシャフトの抜き差しさえできれば良しとすべきか。

2016-01-07 19:44
nice!(0)
コメント(0)
トラックバック(0)




コメント 0