CNCテーブルの製作 [CNC]
Y軸フレームの位置決めと加工材料を配置、固定するためのテーブルを作る。

作業台を作って、これにCNCを直づけできればフレームの構造は必要ないが、作業台も何時作れるかわからないのでX-carveと同じ20×20アルミフレームに18mmの板材を載せて造る。
板材は、MDFの方がよかったのだが、たまたま入手できず。平滑で比較的反りが少なそうな18mmのシナランバーコアで代用した。
材料固定メカニズムは、クランプをボルトでテーブル面に押し付けて固定する。テーブル裏側に10cm間隔で仕込んだ6mmの鬼目ナットを埋め込む。
 。
。
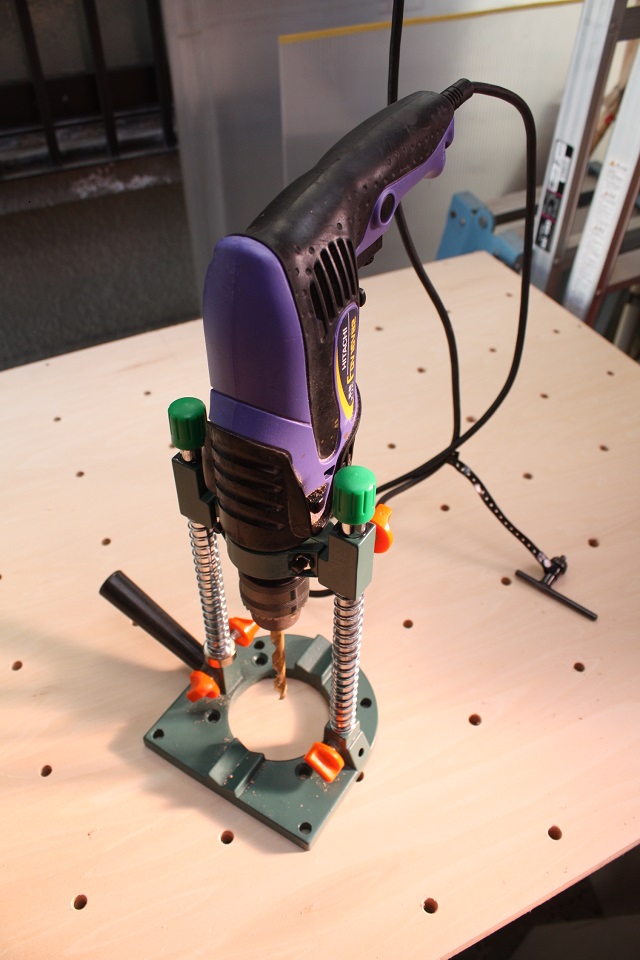
垂直にそれほどこだわる必要もないが、穴の品質を揃えようとこういうドリルスタンド を購入。若干スライドの滑りが悪い部分もあるが、この程度の作業には十分な感じ。
を購入。若干スライドの滑りが悪い部分もあるが、この程度の作業には十分な感じ。

また、鬼目ナットの下穴8.7~9mmに対して、9mmのドリルビットを使用したが、ランバーコアは芯が軟材のため、鬼目ナットの効きが弱すぎ。8.5mmを使うべきだった。
ここで、使い残しのウレタンニスが少しあったので、全面に1回だけ吹き付けた。湿気による変形防止を狙うのなら、もっと徹底的に重ねた方がいいが、余り重ねては、テーブル面へのマーキングが難しくなる。
フレームは配置はX-carveと同じ、短辺に左右中央の計3本を平行に配置し、

これを前後から挟みこむ形とし、テーブル正面からボルトを通して、フレームの溝に入れた角ナット入れて固定する。ボルトはいずれもM5で、長編が4本、短辺が2本。
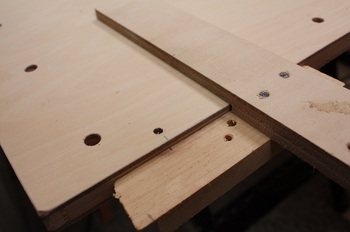
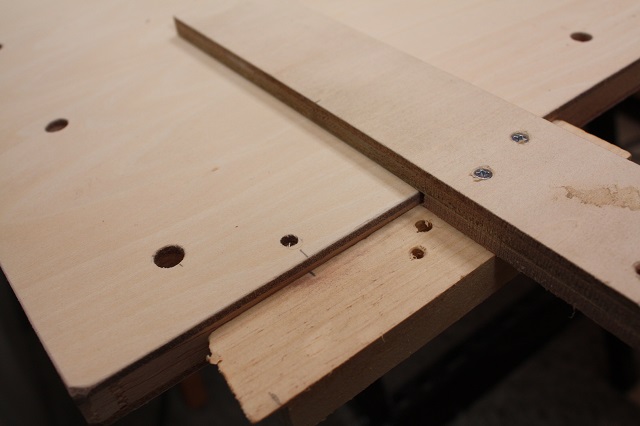
ボルトの頭が出ないよう、トリマーで4mm程度の掘り込みを入れる。

掘り込み用に造った治具。

 しっかり固定していなかったので、切削中にずれが(^^;
しっかり固定していなかったので、切削中にずれが(^^;
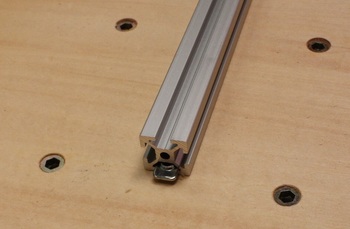
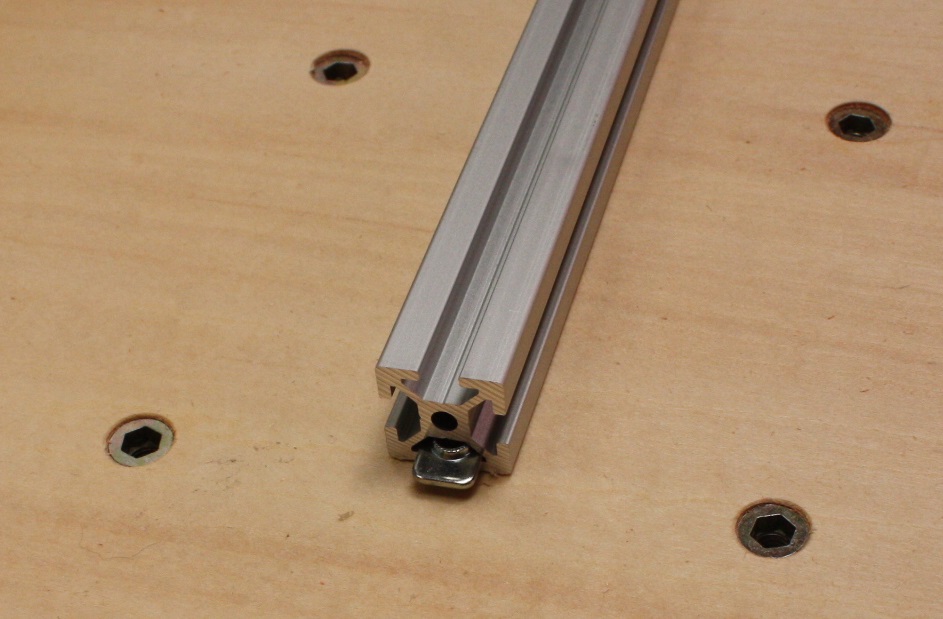
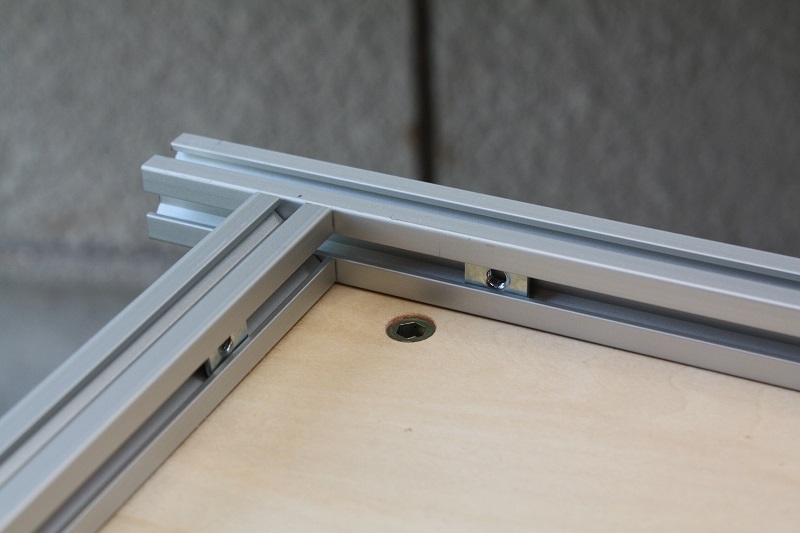
テーブル表からボルトを通し、角ナットを少しだけはめる。

角ナットをフレームの溝にスライドさせて仮置き。
4本のフレームは全てこの方法で固定、残る一本は、予めフレーム側にボルトをセットし、テーブル側面の切り欠き溝に横から滑り込ませたが、そこまで厳密にする必要はなかったかもしれない。
フレームの接合部6箇所のコーナーには
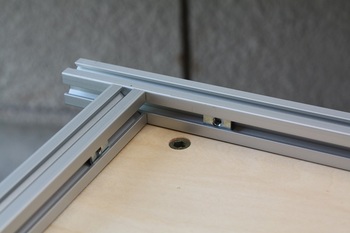
直角固定のブラケットを入れる。
ここまで、全てのネジは最初緩めにしておいて、フレームとテーブル面の位置を確認(ランバーコアの各辺はアルミフレームの各外辺より1mm小さくなるよにしている)したあと締める。
板のコアが柔らかい上に、フレームのねじ込み代が6mmしかないため、ボルトを締め過ぎるとボルトが仕えて押さえが効かなくなる。やはりMDFの方が良かった。
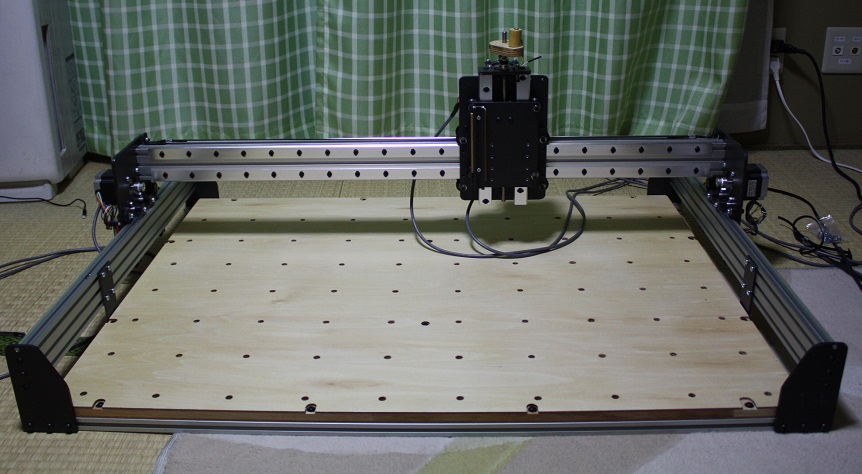
テーブルの完成。後は、これの両サイドにY軸フレームを固定する。

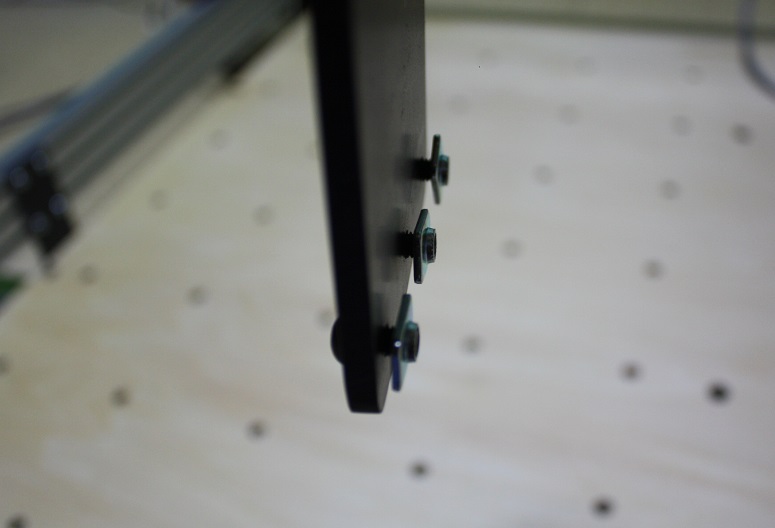
上と同じ要領で、Y軸サイドプレート通したボルトに角ナットを少しはめた状態で、テーブル側の溝に滑り込ませる。
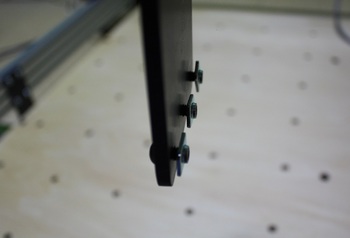
Y軸片側を固定して、ガントリーを載せる。

ここでYフレームの中程に取り付けた補助の支持プレートが効いてくる。補助プレートは、一応テーブル側面にボルトで固定するようにしているが、フレーム幅がY軸レール幅と同じになるよう厳密に管理されていないと、Y軸レールの並行を狂わすことになるので、テーブルには完全に固定しない方がいいかもしれない。
残りのサイドプレートも同じようにして取り付け。

ガントリーを前後に滑らせて左右Yフレームが並行になるよう微調整したうえで、ボルトを締める。
作業台を作って、これにCNCを直づけできればフレームの構造は必要ないが、作業台も何時作れるかわからないのでX-carveと同じ20×20アルミフレームに18mmの板材を載せて造る。
板材は、MDFの方がよかったのだが、たまたま入手できず。平滑で比較的反りが少なそうな18mmのシナランバーコアで代用した。
材料固定メカニズムは、クランプをボルトでテーブル面に押し付けて固定する。テーブル裏側に10cm間隔で仕込んだ6mmの鬼目ナットを埋め込む。
 。
。垂直にそれほどこだわる必要もないが、穴の品質を揃えようとこういうドリルスタンド
また、鬼目ナットの下穴8.7~9mmに対して、9mmのドリルビットを使用したが、ランバーコアは芯が軟材のため、鬼目ナットの効きが弱すぎ。8.5mmを使うべきだった。
ここで、使い残しのウレタンニスが少しあったので、全面に1回だけ吹き付けた。湿気による変形防止を狙うのなら、もっと徹底的に重ねた方がいいが、余り重ねては、テーブル面へのマーキングが難しくなる。
フレームは配置はX-carveと同じ、短辺に左右中央の計3本を平行に配置し、

これを前後から挟みこむ形とし、テーブル正面からボルトを通して、フレームの溝に入れた角ナット入れて固定する。ボルトはいずれもM5で、長編が4本、短辺が2本。
ボルトの頭が出ないよう、トリマーで4mm程度の掘り込みを入れる。

掘り込み用に造った治具。

 しっかり固定していなかったので、切削中にずれが(^^;
しっかり固定していなかったので、切削中にずれが(^^;テーブル表からボルトを通し、角ナットを少しだけはめる。

角ナットをフレームの溝にスライドさせて仮置き。
4本のフレームは全てこの方法で固定、残る一本は、予めフレーム側にボルトをセットし、テーブル側面の切り欠き溝に横から滑り込ませたが、そこまで厳密にする必要はなかったかもしれない。
フレームの接合部6箇所のコーナーには
直角固定のブラケットを入れる。

ここまで、全てのネジは最初緩めにしておいて、フレームとテーブル面の位置を確認(ランバーコアの各辺はアルミフレームの各外辺より1mm小さくなるよにしている)したあと締める。
板のコアが柔らかい上に、フレームのねじ込み代が6mmしかないため、ボルトを締め過ぎるとボルトが仕えて押さえが効かなくなる。やはりMDFの方が良かった。
テーブルの完成。後は、これの両サイドにY軸フレームを固定する。

上と同じ要領で、Y軸サイドプレート通したボルトに角ナットを少しはめた状態で、テーブル側の溝に滑り込ませる。
Y軸片側を固定して、ガントリーを載せる。
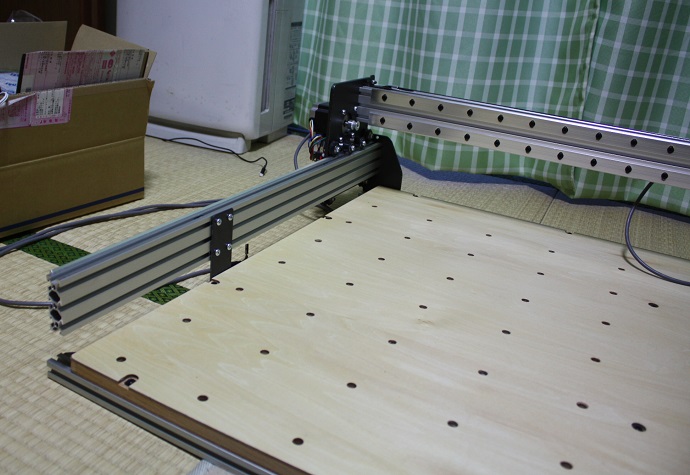
ここでYフレームの中程に取り付けた補助の支持プレートが効いてくる。補助プレートは、一応テーブル側面にボルトで固定するようにしているが、フレーム幅がY軸レール幅と同じになるよう厳密に管理されていないと、Y軸レールの並行を狂わすことになるので、テーブルには完全に固定しない方がいいかもしれない。
残りのサイドプレートも同じようにして取り付け。
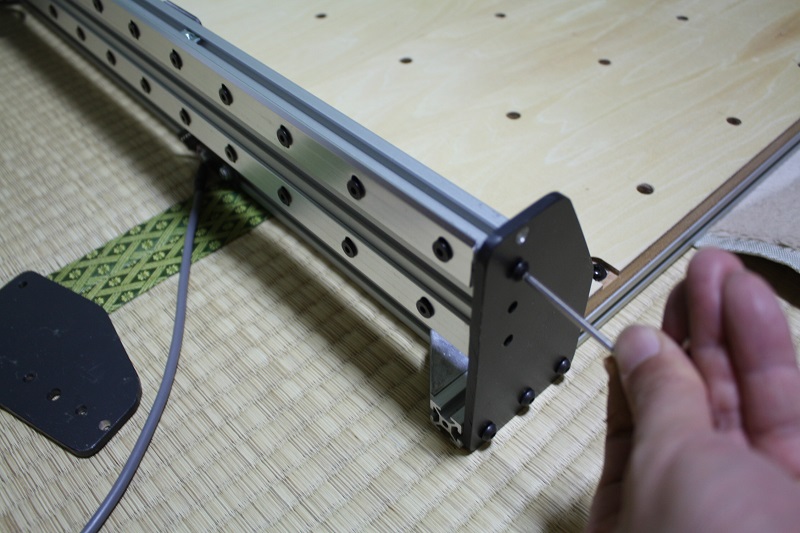
ガントリーを前後に滑らせて左右Yフレームが並行になるよう微調整したうえで、ボルトを締める。



