レーザーカッターによるCNCマシン精度確認 [CNC]
レーザーカッターはAliexpressで4千円というのをついポチってしまった。

出力は0.5wとレーザーカッターとしては最低レベルだが、焦点が合っていれば、紙なら十分切断できるし、木材への線引きもこなせる。
ただし、この程度のパワーではレンズの焦点が少し外れても切れなくなるので、十分にレーザーを収束させる必要がある。
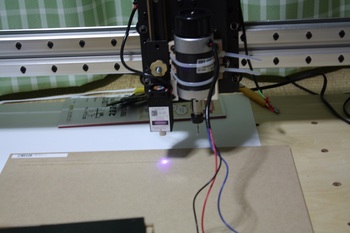
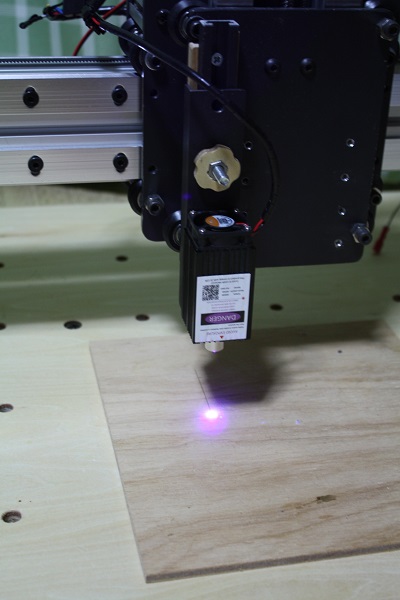
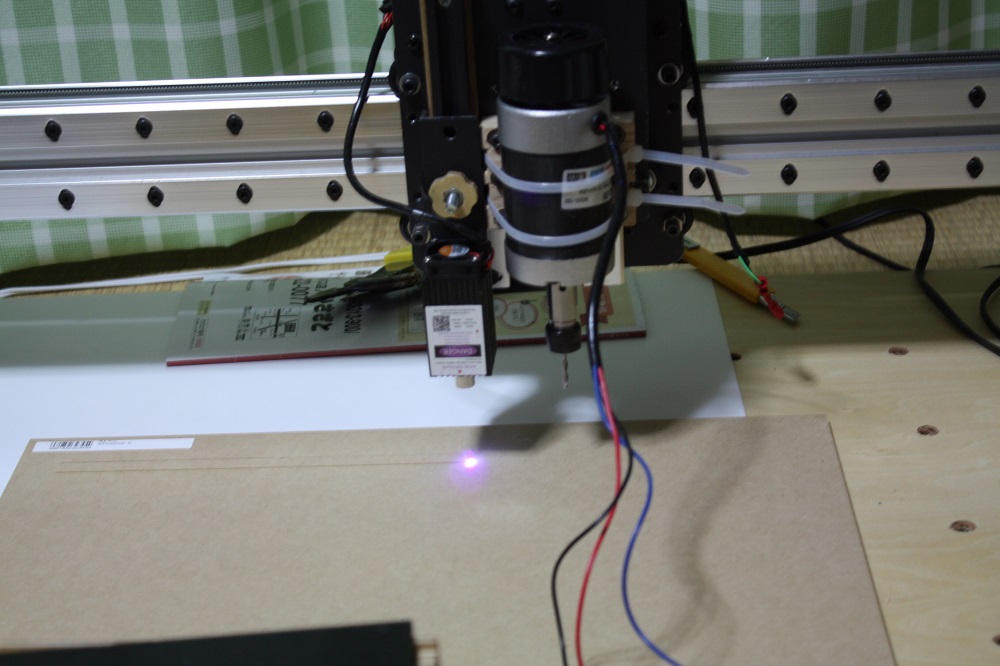
6mmベニヤに線を引いているところ。

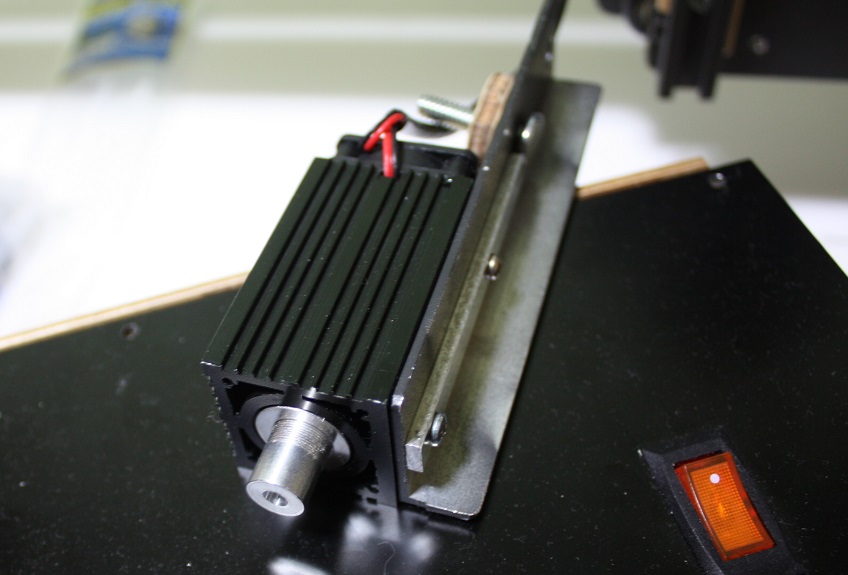
先端の円筒形の部分がレンズで、回転させて焦点距離を調節する。
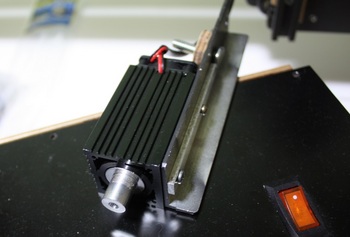
さらに線が最も細くなるよう材とレンズまでの長さを調節する。48mmの線が一番細くなっており、この辺りに焦点があるようだ。
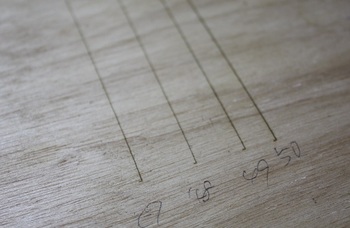
レーザーの送り速度は100mm/分程度か。
小パワーとは言え、反射光でも直視するのはあまり気持ちいいものではないので、レーザー光が見える場合は必ず付属の安全メガネは着用。

レーザーカッターは、材に直接罫書きやレンダリングをしたり、薄手の樹脂や紙、布の切断などいろいろな応用が考えられるが、実用用途としてはCNCマシンの精度確認に使ったのが最初になる。
マシンの構造部を作る中で、精度的に気になっていたのがX軸とY軸の組み付け角度。

これの直角が狂っていると、加工結果もそれに倣って狂う。
つまり、CADで正方形を描き、直角が狂っているCNCで切り出した場合、菱形に歪んでしまう。
そこで、レーザーカッターで実際のCNC駆動により直角を描き、描いた線で直角精度を確認してみることにする。
まず、JWCADで直角を描くところから。板の大きさに合わせ縦250mm、横400mmの直角を描く。
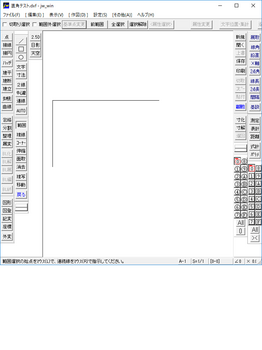
レーザー用Gコード作成はフリーのドローソフトInkscapeを使うため、JWCADからDXF型式で保存し、Inkscapeにインポートする。最初からInkscapeで直角が描ければわざわざこんな事をする必要も無い。
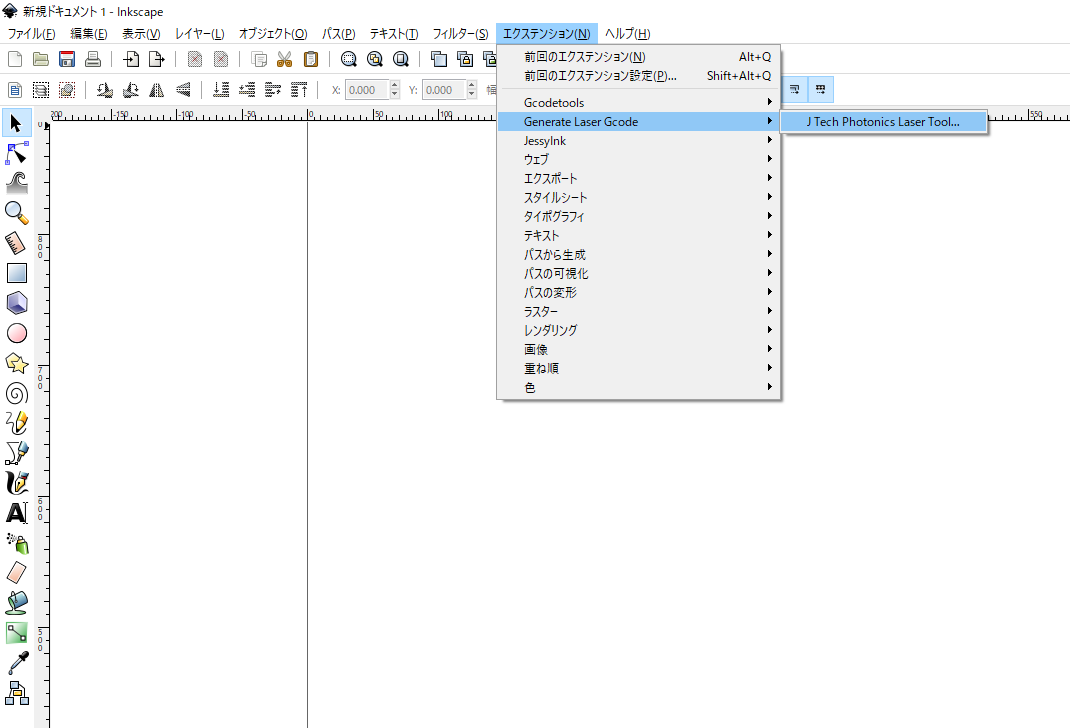
Inkscapeの拡張機能の中にある「Generate Laser Gcord」の「j Tech ・・・・」を選択する。これは確かアドオンなので、別にインストールが必要。
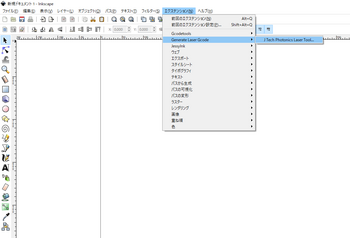
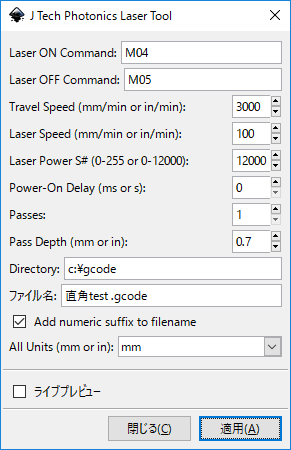
このようなポップアップが開くので、ここにコマンドやパラメーターを入れ「適用」を押すと所定のフォルダにGコードファイルが出力される。
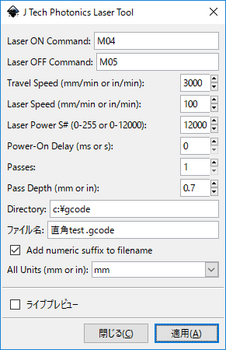
Laser ON command欄には、レーザーが出力可変(TTL対応)できる場合はM04、できない場合は出力固定のM03を使うようだ。M04だと、駆動速度の変化に応じて自動でレーザー出力をコントロールしてくれるので、仕上がりが美しくなる。
GコードをCNCに転送するためソフトはbCNCを使用。
実行すると、最初にX軸、それからY軸の順に駆動した。
つまり、CNCマシンのフレーム組み付け角度がそのまま転写される。
短辺を合わせて直角定規を当てる・・・・、

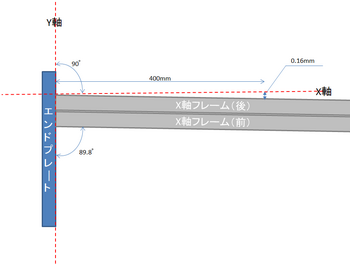
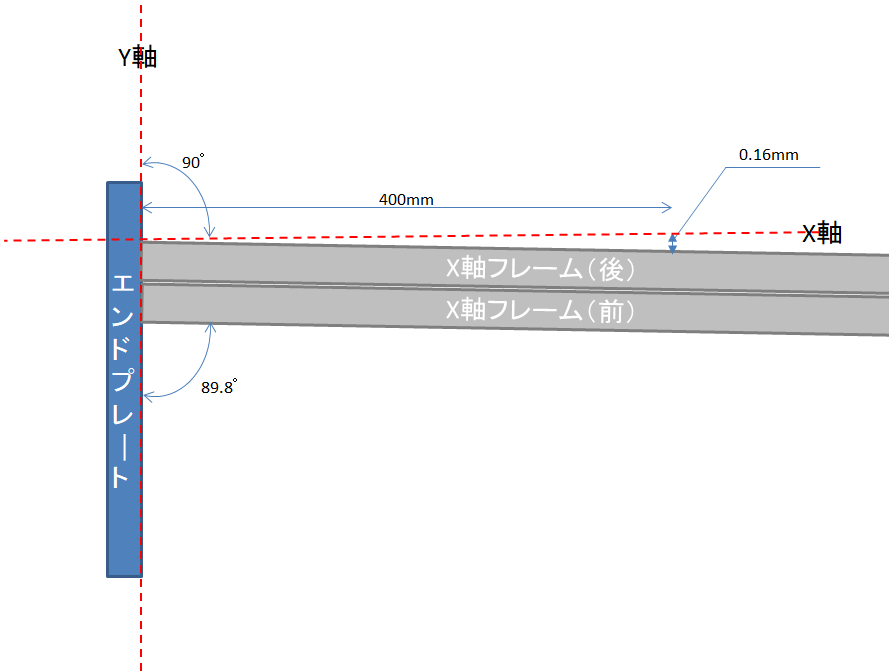
長辺側400mmの両端での隙間を見ると約1.6mm程度のずれが生じている。角度になおせば約0.2度。
図示すれば、こんな感じか。
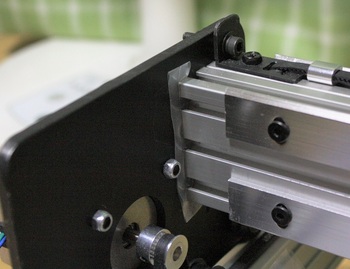
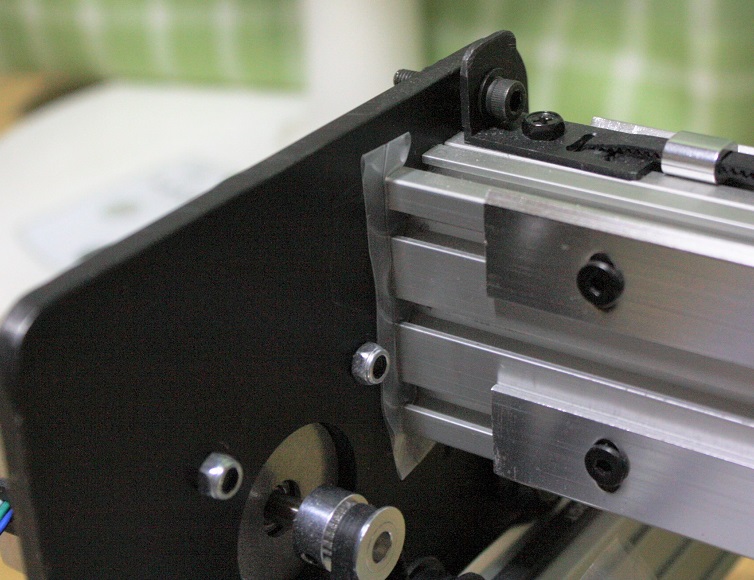
自作マシンのガントリーは、X軸が断面20×60mmのアルミフレームが並列に2本並び、これの両端に6mmのアルミのエンドプレートをボルトで固定している。プレートに付いたホイールがY軸フレームのレールを動くので、プレートをY軸と考えてよい。
フレームは、ミスミで長さ指定して購入したものをそのまま使っており、特に高精度な加工を行ってはおらず、X軸フレームの端断面の傾斜、あるいは、2本のフレーム長が違うなどが傾きの原因になっていると思われる。
修正は、X軸フレームと端のプレートとの間にシムを挟む。
試しに厚さ0.15~0.2mm程度の厚手のナイロン袋の2枚合わせの部分を挟んでみた。
再度L字を描かせると、直下定規にほぼ重なる感じだが、よく見ると若干の過修正で、反対方向にわずかに(多分0.5mm未満)ずれている。噛ませ幅を減らすか、厚さを薄くすれば良さそうだ。

出力は0.5wとレーザーカッターとしては最低レベルだが、焦点が合っていれば、紙なら十分切断できるし、木材への線引きもこなせる。
ただし、この程度のパワーではレンズの焦点が少し外れても切れなくなるので、十分にレーザーを収束させる必要がある。
6mmベニヤに線を引いているところ。
先端の円筒形の部分がレンズで、回転させて焦点距離を調節する。
さらに線が最も細くなるよう材とレンズまでの長さを調節する。48mmの線が一番細くなっており、この辺りに焦点があるようだ。
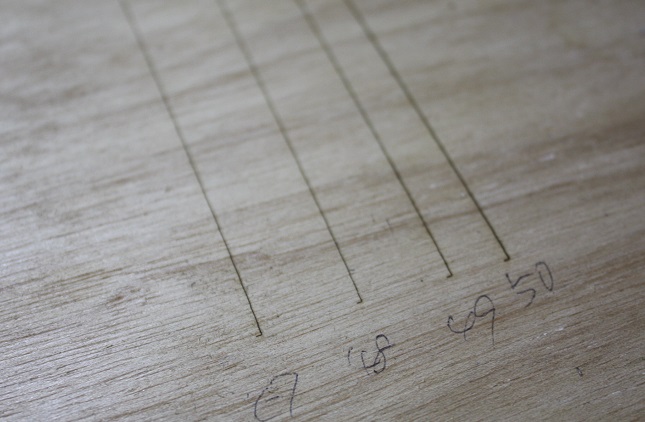
レーザーの送り速度は100mm/分程度か。
小パワーとは言え、反射光でも直視するのはあまり気持ちいいものではないので、レーザー光が見える場合は必ず付属の安全メガネは着用。

レーザーカッターは、材に直接罫書きやレンダリングをしたり、薄手の樹脂や紙、布の切断などいろいろな応用が考えられるが、実用用途としてはCNCマシンの精度確認に使ったのが最初になる。
マシンの構造部を作る中で、精度的に気になっていたのがX軸とY軸の組み付け角度。

これの直角が狂っていると、加工結果もそれに倣って狂う。
つまり、CADで正方形を描き、直角が狂っているCNCで切り出した場合、菱形に歪んでしまう。
そこで、レーザーカッターで実際のCNC駆動により直角を描き、描いた線で直角精度を確認してみることにする。
まず、JWCADで直角を描くところから。板の大きさに合わせ縦250mm、横400mmの直角を描く。
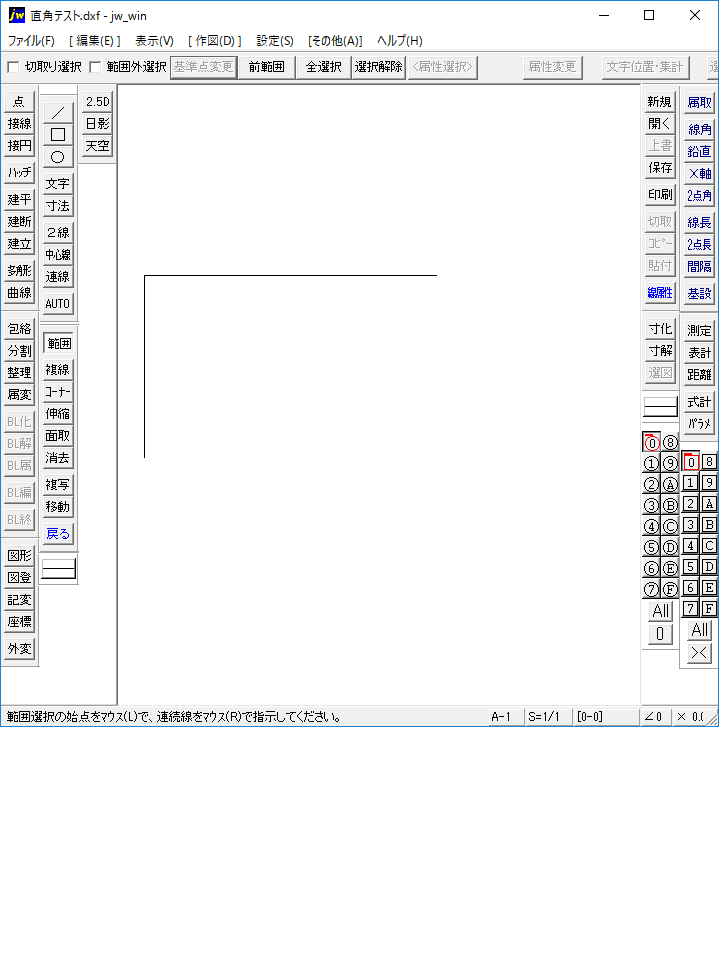
レーザー用Gコード作成はフリーのドローソフトInkscapeを使うため、JWCADからDXF型式で保存し、Inkscapeにインポートする。最初からInkscapeで直角が描ければわざわざこんな事をする必要も無い。
Inkscapeの拡張機能の中にある「Generate Laser Gcord」の「j Tech ・・・・」を選択する。これは確かアドオンなので、別にインストールが必要。
このようなポップアップが開くので、ここにコマンドやパラメーターを入れ「適用」を押すと所定のフォルダにGコードファイルが出力される。
Laser ON command欄には、レーザーが出力可変(TTL対応)できる場合はM04、できない場合は出力固定のM03を使うようだ。M04だと、駆動速度の変化に応じて自動でレーザー出力をコントロールしてくれるので、仕上がりが美しくなる。
GコードをCNCに転送するためソフトはbCNCを使用。
実行すると、最初にX軸、それからY軸の順に駆動した。
つまり、CNCマシンのフレーム組み付け角度がそのまま転写される。
短辺を合わせて直角定規を当てる・・・・、

長辺側400mmの両端での隙間を見ると約1.6mm程度のずれが生じている。角度になおせば約0.2度。
図示すれば、こんな感じか。
自作マシンのガントリーは、X軸が断面20×60mmのアルミフレームが並列に2本並び、これの両端に6mmのアルミのエンドプレートをボルトで固定している。プレートに付いたホイールがY軸フレームのレールを動くので、プレートをY軸と考えてよい。
フレームは、ミスミで長さ指定して購入したものをそのまま使っており、特に高精度な加工を行ってはおらず、X軸フレームの端断面の傾斜、あるいは、2本のフレーム長が違うなどが傾きの原因になっていると思われる。
修正は、X軸フレームと端のプレートとの間にシムを挟む。
試しに厚さ0.15~0.2mm程度の厚手のナイロン袋の2枚合わせの部分を挟んでみた。
再度L字を描かせると、直下定規にほぼ重なる感じだが、よく見ると若干の過修正で、反対方向にわずかに(多分0.5mm未満)ずれている。噛ませ幅を減らすか、厚さを薄くすれば良さそうだ。
2017-08-19 14:38
nice!(0)
コメント(0)




コメント 0