スタイロフォームを削る [CNC]
CNCで柔らか系の加工を試してみた。
スタイロフォームとは、発泡性の断熱材だが、
私の用途は、もっぱら大きいパネルを切断する際の下敷きに使用すること。
テーブルの上に置けば平面が出るのでたわみやすい材でも反ることはない。
丸鋸の刃を材の厚さより少しだけ出して一緒にフォームを切断してもブレードを痛めることもない。
そのため、しばらく使っているとフォームの面が切り溝だらけになる。
傷のついていない裏側を再利用すべく、CNCで削ってみた。
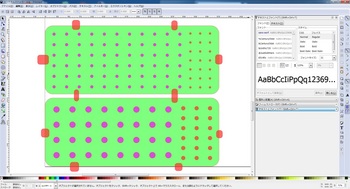
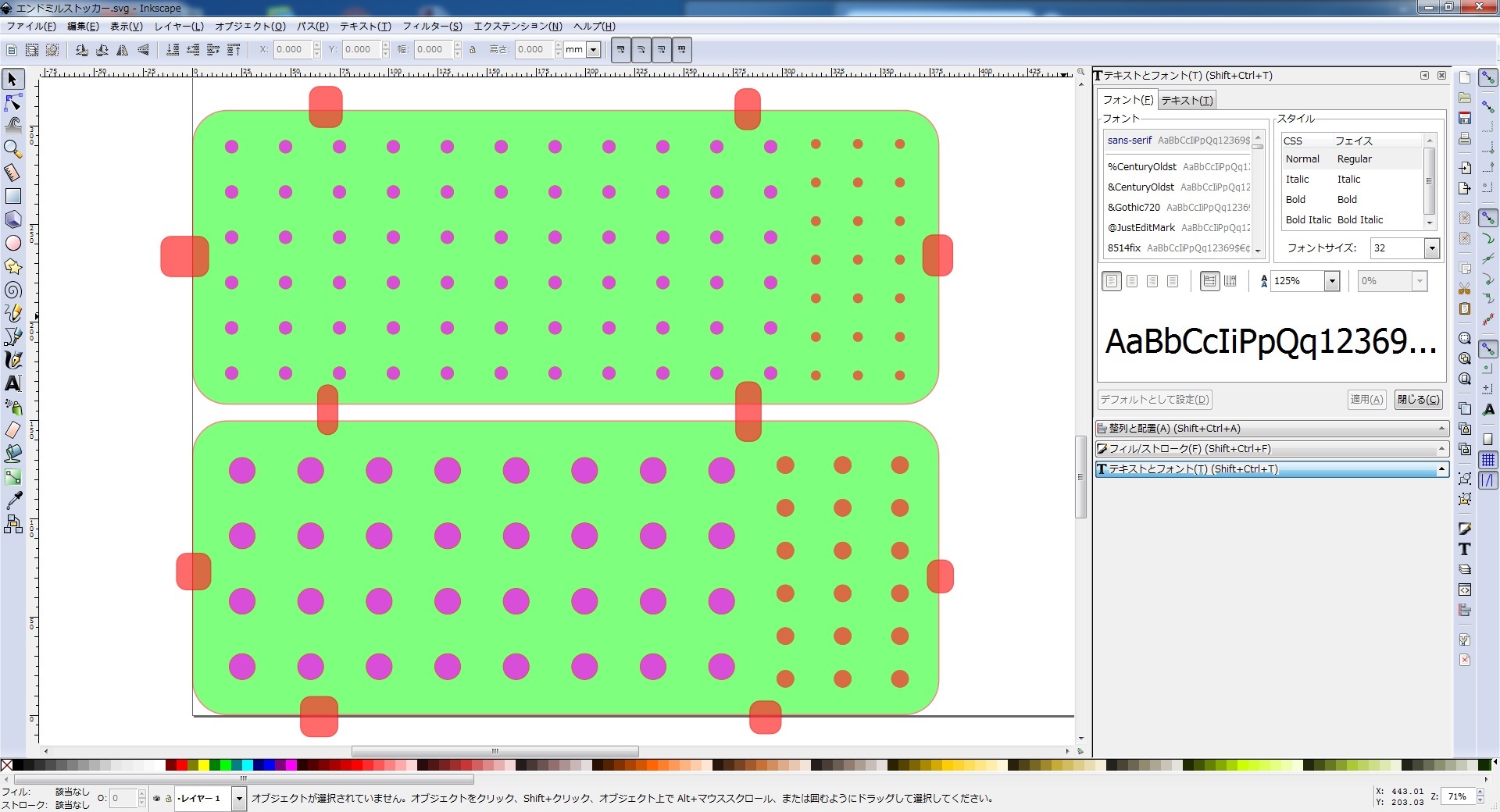
Inkscapeで作図
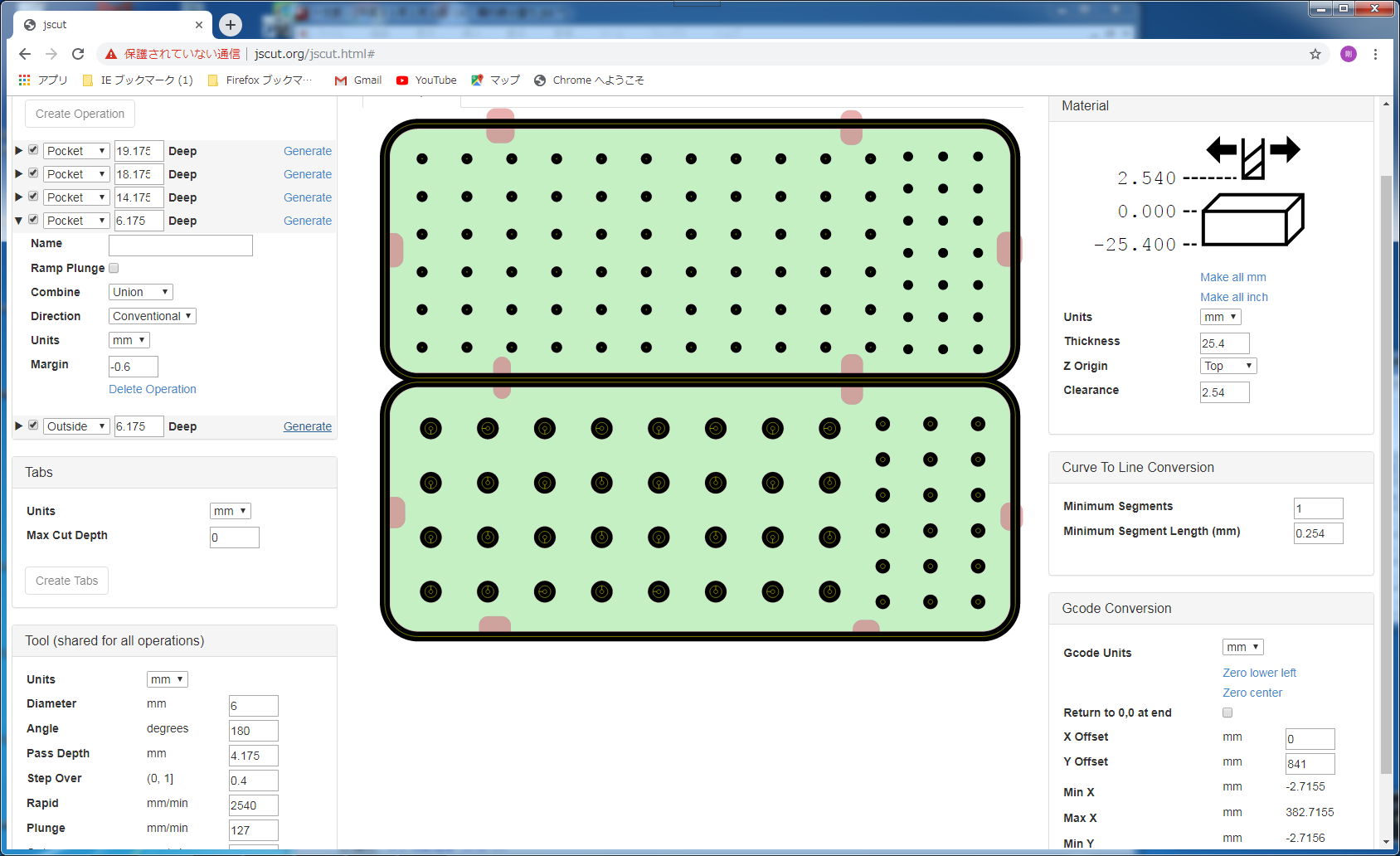
これをJSCUTでGコードにする。
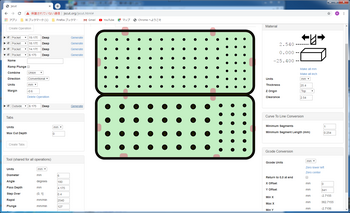
1パスの切り代(パスデプス)は、木材の場合だと堅木で1mm前後、
柔らかくてもせいぜい1.5mm程度だが、今回は6mmエンドミルを使ってパスデプスは4mm強とした。
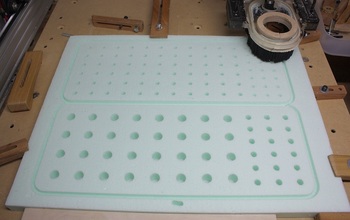
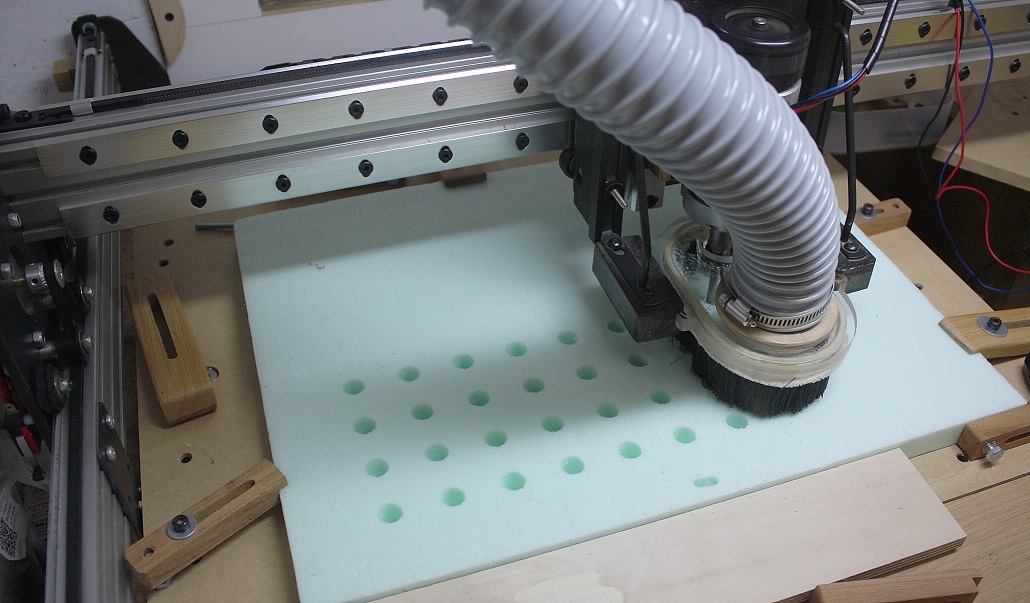
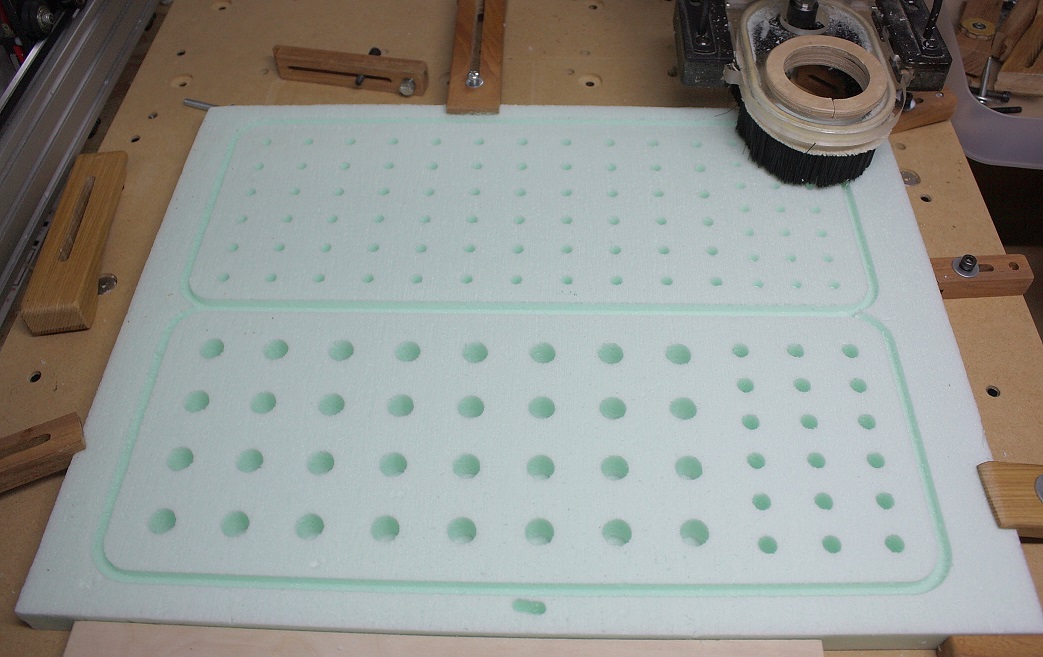
セットして切削開始

全くストレスがなく、パスデプス6mmでも問題ない感じ。
スタイロフォームは柔らか過ぎて、
ボール盤では材のぶれなどから切り口が荒れてうまくいかなかった。
切り口の荒れもこの程度であれば問題ない。
30分後
カッターで切り離し、外周はルーターで倣い切削

棚に両面テープで止めたところ。

スタイロフォームとは、発泡性の断熱材だが、
私の用途は、もっぱら大きいパネルを切断する際の下敷きに使用すること。
テーブルの上に置けば平面が出るのでたわみやすい材でも反ることはない。
丸鋸の刃を材の厚さより少しだけ出して一緒にフォームを切断してもブレードを痛めることもない。
そのため、しばらく使っているとフォームの面が切り溝だらけになる。
傷のついていない裏側を再利用すべく、CNCで削ってみた。
Inkscapeで作図
これをJSCUTでGコードにする。
1パスの切り代(パスデプス)は、木材の場合だと堅木で1mm前後、
柔らかくてもせいぜい1.5mm程度だが、今回は6mmエンドミルを使ってパスデプスは4mm強とした。
セットして切削開始
全くストレスがなく、パスデプス6mmでも問題ない感じ。
スタイロフォームは柔らか過ぎて、
ボール盤では材のぶれなどから切り口が荒れてうまくいかなかった。
切り口の荒れもこの程度であれば問題ない。
30分後
カッターで切り離し、外周はルーターで倣い切削

棚に両面テープで止めたところ。




